

║ĖĮėĖ┼šō
▒Š╬─ī¦(d©Żo)ūxŻ║





ę╗Īó║ĖĮėĄ─╠ž³c
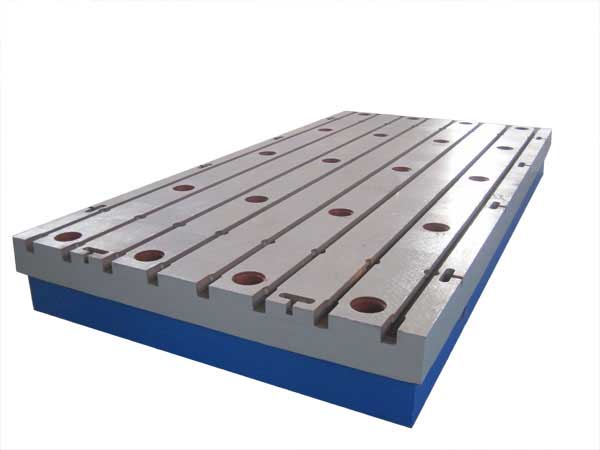
║ĖĮė╩Ū═©▀^╝ė¤ß╗“╝ėē║Ż¼╗“š▀ā╔š▀▓óė├Ż¼▓óŪęė├╗“▓╗ė├╠Ņ│õ▓─┴ŽŻ¼╩╣║Ė╝■▀_ĄĮįŁūėĮY(ji©”)║ŽĄ─ę╗ĘN╝ė╣żĘĮĘ©ĪŻ╦∙ęį║ĖĮė╩Ūę╗ĘN░čĘųļxĄ─Įī┘╝■▀BĮė│╔×ķ▓╗┐╔▓ąČĄ─ę╗éĆš¹¾wĄ─╝ė╣żĘĮĘ©ĪŻ
į┌║ĖĮė▒╗ÅVĘ║æ¬(y©®ng)ė├ęįŪ░Ż¼▓╗═¼▓ąČ▀BĮėĄ─ų„ę¬ĘĮĘ©╩ŪŃTĮėĪŻ┼cŃTĮėŽÓ▒╚Ż¼║ĖĮėŠ▀ėą╣Ø(ji©”)╩ĪĮī┘Īó╔·«a(ch©Żn)┬╩Ė▀Īóų┬├▄ąį║├Īó▓┘ū„Śl╝■║├Īóęūė┌īŹ¼F(xi©żn)ÖCąĄ╗»║═ūįäė╗»ĪŻ╦∙ęį¼F(xi©żn)į┌║ĖĮėęč╗∙▒Š╚Ī┤·▀BĮėŃTĮėĪŻ
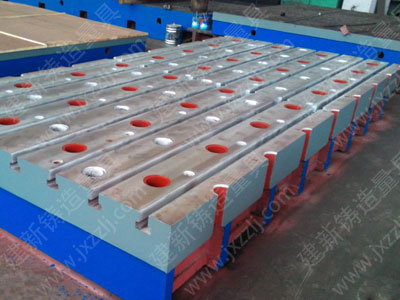
║ĖĮėĄ─┴Ēę╗éĆ╠ž³c╩Ū┐╔ęį╗»┤¾×ķąĪĪóęįąĪŲ┤┤¾ĪŻį┌ųŲįņ┤¾ą═ÖC╝■┼cĮY(ji©”)śŗ(g©░u)╝■╗“Å═(f©┤)ļsĄ─ÖCŲ„┴Ń╝■ĢrŻ¼┐╔ęį╗»┤¾×ķąĪĪó╗»Å═(f©┤)ļs×ķ║åå╬Ą─ĘĮĘ©£╩(zh©│n)éõē─┴ŽŻ¼ė├ĶT-║ĖĪóÕæ-║Ė┬ō(li©ón)║Ž╣ż╦ćŻ¼ė├ąĪą═ĶTĪóÕæįO(sh©©)éõ╔·«a(ch©Żn)┤¾╗“Å═(f©┤)ļs┴Ń╝■ĪŻ└²╚ń╬ęć°╔·«a(ch©Żn)Ą─┤¾ą═╦«ē║ÖC┴óų∙╗“░l(f©Ī)ļŖÖCų„▌SĄ╚ĪŻ
Ą┌╚²Ż¼║ĖĮė┐╔ųŲįņļpĮī┘ĮY(ji©”)śŗ(g©░u)ĪŻė├║ĖĮėĘĮĘ©┐╔ųŲ▓╗═¼▓─┴ŽĄ─Å═(f©┤)ļsīė╚▌Ų„Ż¼ī”║Ė▓╗═¼▓─┴ŽĄ─┴Ń╝■╗“╣żŠ▀Ż©╚ń▌^┤ųĄ─Ń@Ņ^Ż¼Š═╩Ūė├45╠¢ū„Ń@▒·Ż¼Ė▀╦┘õōū„Ń@Ņ^Ą─ŪąŽ„▓┐ĘųŻ®Ą╚ĪŻ
╦∙ęįŻ¼║ĖĮė╩Ū▀MąąĮī┘śŗ(g©░u)╝■ĪóÖCŲ„┴Ń╝■Ą╚Ą─ųžę¬╝ė╣żĘĮĘ©Ż¼╚ńś“┴║ĪóĮ©ų■śŗ(g©░u)╝■Īó┤¼¾wĪóÕüĀtĪó▄ćŽõĪó╚▌Ų„Ą╚ĪŻ┤╦═ŌŻ¼║ĖĮė▀Ć╩Ūą▐čaĶTĪóÕæ╝■Ą─╚▒Ž▌║═─źōp┴Ń╝■Ą─ųžę¬ĘĮĘ©ĪŻ
Č■Īó║ĖĮėĘĮĘ©Ą─ĘųŅÉ
║ĖĮėĄ─ĘĮĘ©║▄ČÓŻ¼░┤║ĖĮė▀^│╠Ą─╠ž³c▓╗═¼┐╔Ęų×ķŻ║╚█║ĖĪóē║║Ė║═ŌF║Ė╚²┤¾ŅÉĪŻ
1.╚█║Ė
║ĖĮė▀^│╠ųąŻ¼īó║Ė╝■ĮėŅ^╝ė¤ßų┴╚█╗»ĀŅæB(t©żi)Ż¼▓╗╝ėē║┴”═Ļ│╔║ĖĮėĄ─ĘĮĘ©ĘQ×ķ╚█║ĖĪŻĖ∙ō■(j©┤)¤ßį┤▓╗═¼Ż¼▀@ŅÉ║ĖĮėĘĮĘ©ėąÜŌ║ĖĪó╚█║ĖĪóļŖį³║ĖĪóÜŌ¾w▒Żūo║ĖĪóļŖūė╩°║ĖĄ╚ČÓĘNĪŻ
2.ē║║Ė
║ĖĮė▀^│╠ųąŻ¼▒žĒÜī”║Ė╝■╩®╝ėē║┴”Ż©╝ė¤ß╗“▓╗╝ė¤ßŻ®Ż¼ęį═Ļ│╔║ĖĮėĄ─ĘĮĘ©ĘQ×ķē║║ĖŻ¼ī┘ė┌▀@ŅÉ║ĖĮėĄ─ĘĮĘ©ėąļŖūĶ║ĖŻ©³c║ĖĪó┐p║ĖĪóī”║ĖĄ╚Ż®Īó─”▓┴║ĖĪó│¼┬Ģ▓©║ĖĪó└õē║║ĖĄ╚ČÓĘNĪŻ
3.ŌF║Ė
ŌF║Ė╩Ū▓╔ė├▒╚─Ė▓─╚█³cĄ═Ą─Įī┘▓─┴Žū„ŌF┴ŽŻ¼īó║Ė╝■║═ŌF┴Ž╝ė¤ßĄĮĖ▀ė┌ŌF┴Ž╚█³cŻ¼Ą═ė┌─Ė▓─╚█³cĄ─£žČ╚Ż¼└¹ė├ę║æB(t©żi)ŌF┴ŽØÖر─Ė▓─Ż¼╠Ņ│õĮėŅ^ķgŽČ▓ó┼c─Ė▓─ŽÓ╗źöU╔óīŹ¼F(xi©żn)▀BĮė║Ė╝■Ą─ĘĮĘ©Ż¼ī┘ė┌▀@ŅÉ║ĖĮėĘĮĘ©Ą─ėąė▓ŌF║Ė┼c▄øŌF║ĖĄ╚ĪŻ
╚²Īó║ĖĮėĮėŅ^Ą─ĮM│╔
ė├║ĖĮėĘĮĘ©▀BĮėĄ─ĮėŅ^ĘQ×ķ║ĖĮėĮėŅ^Ż©║åĘQĮėŅ^Ż®Ż¼║ĖĮėĮėŅ^░³└©║Ė┐pĪó╚█║Žģ^(q©▒)║═¤ßė░Ēæģ^(q©▒)╚²▓┐ĘųĪŻ
▒╗║ĖĄ─╣ż╝■▓─┴ŽĘQ×ķ─Ė▓─Ż©╗“ĘQ╗∙▒ŠĮī┘Ż®ĪŻ║Ė┐p╩Ū║ĖĮė║¾╦∙ą╬│╔Ą─ĮY(ji©”)║Ž▓┐ĘųŻ©╝┤į┌║ĖĮėĢrŻ¼Įø(j©®ng)╩▄╝ė¤ß╚█╗»║¾└õģs─²╣╠Ą──Ū▓┐ĘųĮī┘Ż®Ż╗¤ßė░Ēæģ^(q©▒)╩Ū║ĖĮė╗“ŪąĖŅ▀^│╠ųąŻ¼▓─┴Žę“╩▄¤ßĄ─ė░ĒæŻ©Ą½╬┤╚█╗»Ż®Č°░l(f©Ī)╔·ĮŽÓĮM┐Ś║═┴”īW(xu©”)ąį─▄ūā╗»Ą─ģ^(q©▒)ė“Ż╗╚█║Žģ^(q©▒)╩Ū║Ė┐pŽ“¤ßė░Ēæģ^(q©▒)▀^Č╔Ą─ģ^(q©▒)ė“ĪŻę“┤╦Ż¼║ĖĮė┘|(zh©¼)┴┐│Żė├║ĖĮėĮėŅ^Ą─ąį─▄üĒįuārĪŻ
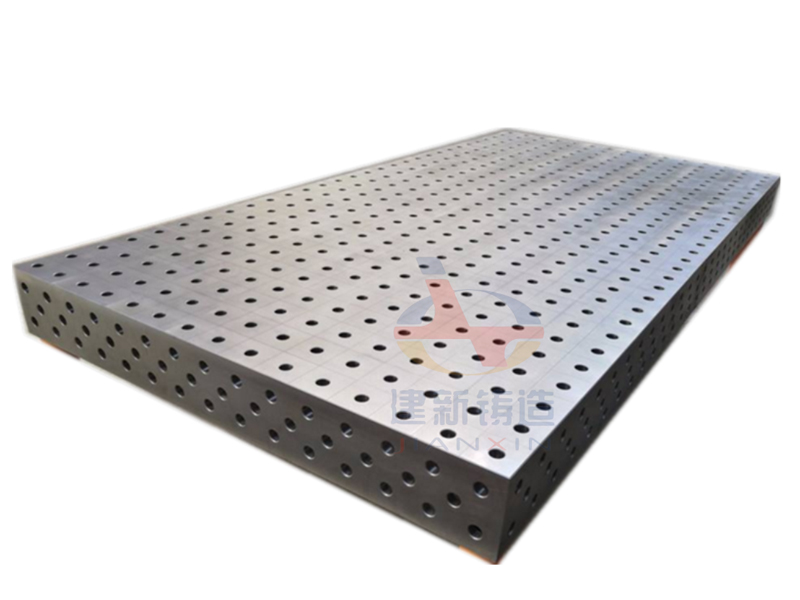
╦─ĪóĮī┘▓─┴ŽĄ─║ĖĮėąį
Įī┘▓─┴ŽĄ─║ĖĮėąįęÓĘQ×ķ┐╔║ĖąįŻ¼╩ŪųĖĮī┘▓─┴Žī”║ĖĮė╝ė╣żĄ─▀mæ¬(y©®ng)ąįĪŻų„ę¬ųĖį┌ę╗Č©Ą─║ĖĮė╣ż╦ćŚl╝■Ž┬Ż¼½@Ą├ā×(y©Łu)┘|(zh©¼)║ĖĮėĮėŅ^Ą─ļyęū│╠Č╚ĪŻī”ė┌õō┼cĶTĶF▓─┴ŽŻ¼ę╗░ŃļS║¼╠╝┴┐Ą─į÷╝ėĪó║ŽĮį¬╦žĄ─į÷ČÓŻ¼▓─┴ŽĄ─┐╔║ĖąįųØuūā▓ŅĪŻę“┤╦Ą═╠╝õō║═Ą═╠╝║ŽĮõōĄ─┐╔║Ė┴╝║├Ż¼│Żė├ū„║ŽĮĮY(ji©”)śŗ(g©░u)╝■╩╣ė├ĪŻ